










Furnizare din fabrică 0,35 mm - 50,8 mm HRC50-55 bilă din oțel inoxidabil ușor AISI304 316 430 440 utilizată în rulmenți
Descriere produs
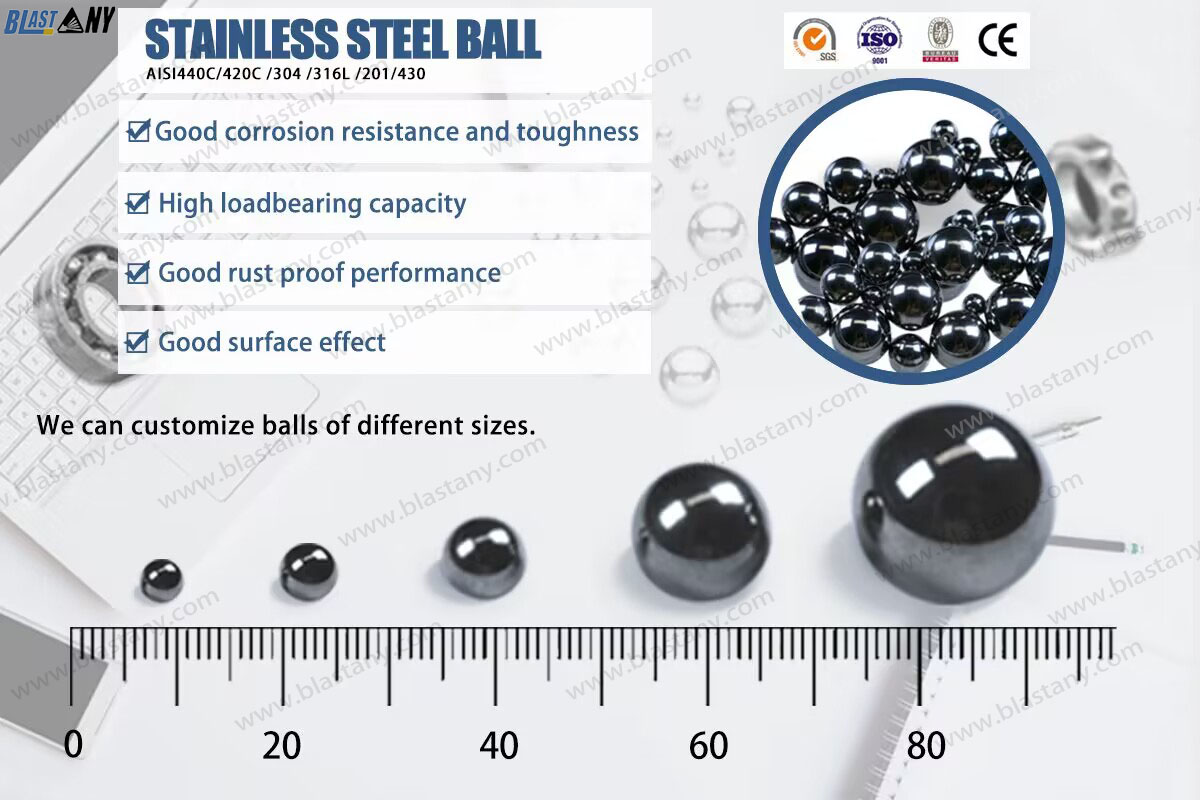
Bilele din oțel inoxidabil sunt capabile să reziste la coroziunea cauzată de agenți precum soluțiile oxidante, majoritatea substanțelor chimice organice, alimentele și soluțiile de sterilizare. Sunt moderat rezistente la acizi sulfurici. Proprietățile nemagnetice sunt disponibile la cerere. Aplicațiile includ aerosoli, pulverizatoare, mecanisme cu pompe cu deget, blendere pentru mașini de lapte, echipamente de procesare a alimentelor și aplicații medicale.
Bilă din oțel inoxidabil AISI 440C
Dimensiune: 0,35 mm - 50,8 mm
Grad: G10, G16, G40, G60, G100, G200.
Duritate: HRC56-58, bilele din oțel inoxidabil Hartford 440C sunt pasivate pentru a îndepărta contaminanții liberi de fier și a facilita formarea spontană a unei pelicule protectoare pasive.
Magnetic: Oțel martensitic, magnetic
Caracteristici: precizie ridicată, rezistență bună la coroziune, rezistență puternică la rugină și uzură.
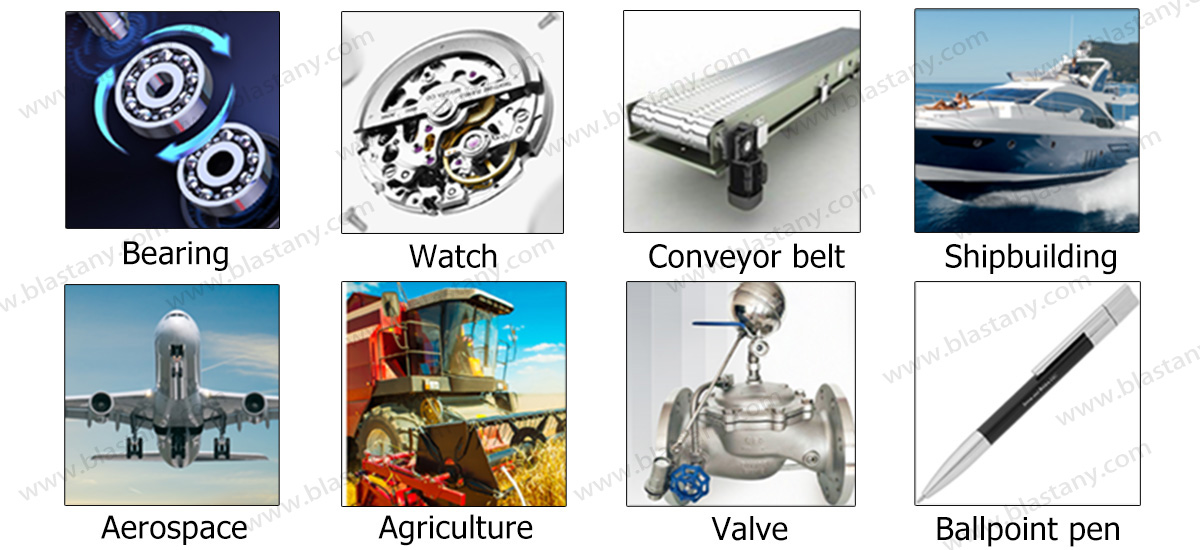
Aplicații: Rulmenți, ștanțare, piese hidraulice, supape, industria aerospațială, etanșări, echipamente de refrigerare, instrumente de înaltă precizie etc.
| Compoziție chimică | ||||||||
| AISI 440C | C | Si | Mn | P | S | Ni | Cr | Mo |
| 0,95-1,10 | ≤0,80 | ≤0,80 | ≤0,04 | ≤0,03 | ≤0,60 | 16,0-18,0 | 0,75 | |
Bilă din oțel inoxidabil AISI 420C
Dimensiune: 0,35 mm - 50,8 mm
Grad: G10-G1000
Duritate: HRC50-55
Magnetic: Oțel martensitic, magnetic, bună capacitate antirugină, duritate ridicată, bilele din oțel inoxidabil AISI 420 demonstrează caracteristici bune la uzură și duritate. Duritate puțin mai mică și rezistență mai mare la coroziune, în comparație cu 440C.
Caracteristici: Cunoscut în mod obișnuit sub numele de fier inoxidabil, are o bună rezistență la coroziune și tenacitate.
Aplicații: Toate tipurile de mașini de precizie, rulmenți, echipamente electrice, electrocasnice, piese auto etc.
| AISI 420C (4Cr13) | C | Si | Mn | P | S | Ni | Cr | Mo |
| 0,36-0,43 | ≤0,80 | ≤1,25 | ≤0,035 | ≤0,03 | ≤0,60 | 12,0-14,0 | ≤0,60 |
Bilă din oțel inoxidabil 430
Diametru: 1MM-50.80MM
Duritate: HRC26
Grad: G10-G1000
Caracteristici: preț scăzut, rezistență slabă la rugină.
Aplicații: articole de fierărie, ornamente, accesorii, cosmetice, industrie, industrii cu cerințe scăzute de performanță antirugină. Agitatoare cosmetice, lacuri de unghii și creioane de ochi, schimbătoare de căldură, instrumente de măsurare și bile de supape.
| AISI 430 | C | Si | Mn | P | S | Ni | Cr | Mo |
| ≤0,12 | ≤1,0 | ≤1,0 | ≤0,04 | ≤0,03 | - | 16,0-18,0 | - |
Bilă din oțel inoxidabil AISI 304
Dimensiune: 0,5 mm - 63,5 mm
Grad: G80-G500
Duritate: ≤HRC21
Magnetic: Oțel austenitic, nemagnetic
Caracteristici: rezistență puternică la rugină, rezistență bună la coroziune. Utilizat pe scară largă, performanță bună anti-rugină, efect bun de suprafață, certificare de protecție a mediului.
Aplicații: Electrocasnice precum valve, sticle de parfum, lac de unghii, biberoane, piese auto, aparate de aer condiționat, aparate electrice, cosmetice, rulmenți, echipamente medicale, bijuterii și multe alte industrii.
| Compoziție chimică | |||||||
| AISI 304 | C | Si | Mn | P | S | Ni | Cr |
| ≤0,08 | ≤1,00 | ≤2,00 | ≤0,045 | ≤0,03 | 8,0-10,5 | 18,0-22,0 | |
Bilă din oțel inoxidabil AISI 316L
Dimensiune: 1,0 mm - 63,5 mm
Grad: G80-G500
Duritate: ≤HRC26
Magnetic: Oțel austenitic, nemagnetic
Caracteristici: cel mai potrivit pentru industriile cu cerințe anticorozive ridicate, iar capacitatea antirugină este foarte puternică, rezistență excelentă la coroziune (cu excepția acizilor clorhidrici), oțel inoxidabil austenitic necălibil
Aplicații: Bila din oțel inoxidabil AISI 316L poate fi utilizată pentru echipamente medicale, industria chimică, aviație, aerospațială, hardware din plastic, sticle de parfum, pulverizatoare, valve, lac de unghii, motor, întrerupătoare, fier de călcat, mașini de spălat, frigidere, aparate de aer condiționat, materiale medicinale, piese auto, rulmenți, instrumente, sticle.
Bilă din oțel inoxidabil AISI 316L
| Compoziție chimică | ||||||||
| AISI 316L | C | Si | Mn | P | S | Ni | Cr | Mo |
| ≤0,08 | ≤1,00 | ≤2,00 | ≤0,045 | ≤0,03 | 12,0-15,0 | 16,0-18,0 | 2.0-3.0 | |
Ambalajul produsului
A) Ambalare interioară: Ambalajul uscat sau ambalajul cu ulei sunt furnizate în funcție de nevoile dumneavoastră.
B) Ambalaj exterior:
1) tambur de fier + palet din lemn/fier.
2) Sac de polietilenă de 25 kg + carton + palet de lemn sau cutie de lemn.
ambalare personalizată.

Parametrul produsului
| Bila noastră din oțel inoxidabil include 440C 420C 304 316 201, compoziția chimică este următoarea | |||||||||
| Compoziție chimică (%) | C | Cr | Si | Mn | P | S | Mo | Ni | Cu |
| Bilă din oțel inoxidabil AISI440C | 0,95-1,2 | 16-18 | ≤0,80 | ≤0,80 | ≤0,04 | ≤0,03 | ≤0,75 | ≤0,6 | ---- |
| Bilă din oțel inoxidabil AISI420C | 0,26-0,43 | 12-14 | ≤0,80 | ≤1,25 | ≤0,035 | ≤0,03 | ≤0,6 | ≤0,6 | ---- |
| Bilă din oțel inoxidabil AISI304 | ≤0,08 | 18-22 | ≤1,0 | ≤2,0 | ≤0,045 | ≤0,03 | ---- | 8-10 | ---- |
| Bilă din oțel inoxidabil AISI316L | ≤0,08 | 16-18 | ≤1,0 | ≤2,0 | ≤0,045 | ≤0,03 | 2.0-3.0 | 12-15 | ---- |
| Bilă din oțel inoxidabil AISI201 | ≤0,15 | 16-18 | ≤1,0 | 5,5-7,5 | ≤0,045 | ≤0,03 | ---- | 0,35-0,55 | 1,82 |
| Bilă din oțel inoxidabil AISI430 | ≤0,12 | 16-18 | ≤1,0 | ≤1,0 | ≤0,04 | ≤0,03 | ---- | ---- | ---- |
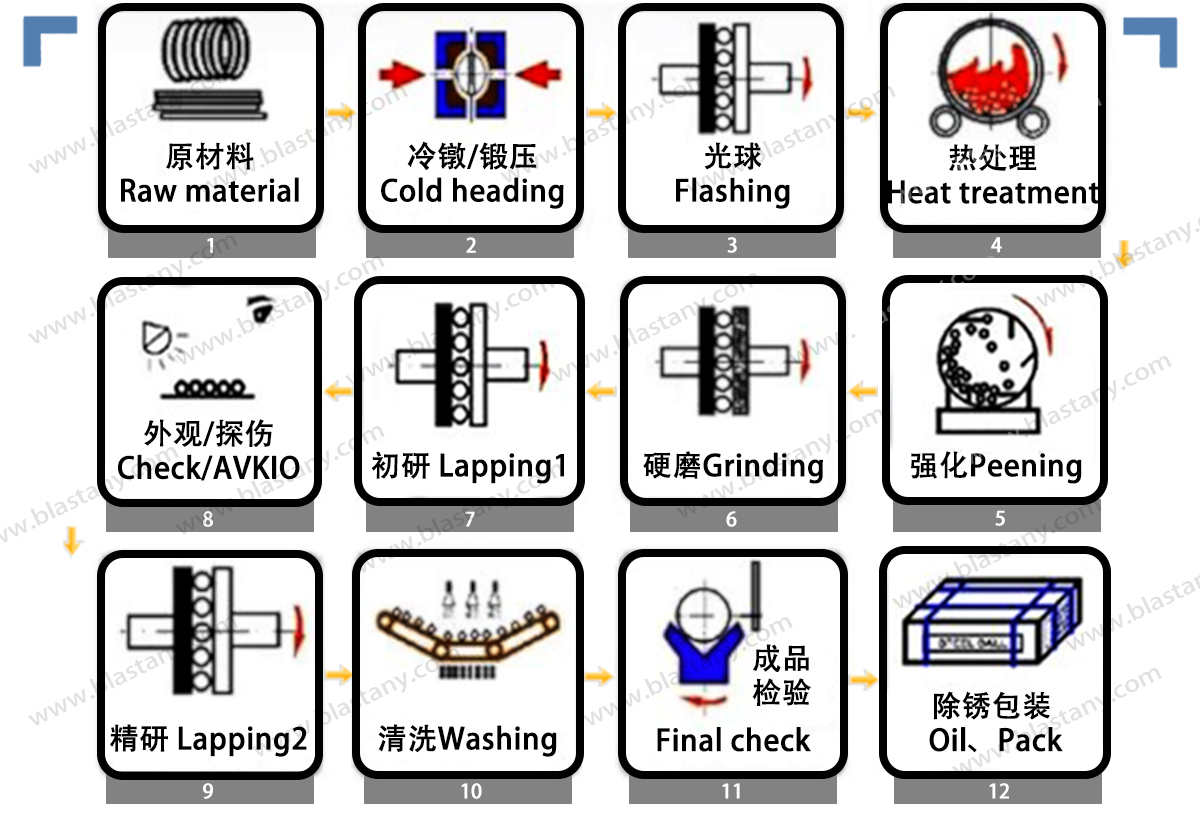
Fluxuri de producție
Inspecția materiilor prime
Materia primă se livrează sub formă de sârmă. În primul rând, materia primă este inspectată vizual de către inspectorii de calitate pentru a determina dacă calitatea este la nivelul standardelor și dacă există materiale defecte. În al doilea rând, se verifică diametrul și se examinează certificatele materiei prime.
Cap de încălzire la rece
Mașina de forjare la rece taie o lungime specificată din materialul de sârmă în bucăți cilindrice. După aceea, cele două jumătăți emisferice ale matriței de forjare formează bucata într-o formă aproximativ sferică. Acest proces de forjare se efectuează la temperatura camerei și se folosește o cantitate mică de material aditiv pentru a se asigura că cavitatea matriței este complet umplută. Forjarea la rece se efectuează într-un ritm foarte rapid, cu o viteză medie de o bilă mare pe secundă. Bilele mai mici sunt forjate cu o viteză de două până la patru bile pe secundă.
Intermitent
În timpul acestui proces, excesul de material format în jurul bilei va fi desprins. Bilele sunt trecute de câteva ori printre două plăci de fontă canelate, îndepărtând o mică cantitate de material în exces pe măsură ce se rostogolesc.
Tratament termic
Piesele urmează apoi să fie tratate termic prin procedee de călire și revenire. Se utilizează un cuptor rotativ pentru a se asigura că toate piesele suportă aceleași condiții. După tratamentul termic inițial, piesele sunt imersate într-un rezervor de ulei. Această răcire rapidă (călire în ulei) produce martensită, o fază de oțel caracterizată prin duritate ridicată și proprietăți superioare de uzură. Operațiunile ulterioare de revenire reduc și mai mult tensiunea internă până când se atinge limita finală de duritate specificată a rulmenților.
Măcinare
Șlefuirea se efectuează atât înainte, cât și după tratamentul termic. Șlefuirea finală (cunoscută și sub denumirea de Șlefuire dură) aduce bila mai aproape de cerințele sale finale.Gradul unei bile metalice de precizieeste o măsură a preciziei sale generale; cu cât numărul este mai mic, cu atât bila este mai precisă. Gradul bilei cuprinde toleranța la diametru, rotunjimea (sfericitatea) și rugozitatea suprafeței, numită și finisajul suprafeței. Fabricarea bilei de precizie este o operațiune pe loturi. Dimensiunea lotului este determinată de dimensiunea utilajului utilizat pentru operațiunile de șlefuire și lepuire.
Lepuire
Lepuirea este similară cu șlefuirea, dar are o rată de îndepărtare a materialului semnificativ mai mică. Lepuirea se face folosind două plăci fenolice și o pastă abrazivă foarte fină, cum ar fi praful de diamant. Acest proces final de fabricație îmbunătățește considerabil rugozitatea suprafeței. Lepuirea se efectuează pentru a obține clase de bile de înaltă precizie sau super-precizie.
Curățenie
O operațiune de curățare îndepărtează apoi orice fluide de procesare și materiale abrazive reziduale din procesul de fabricație. Clienții care solicită cerințe de curățare mai stricte, cum ar fi cei din domeniile microelectronicei, medicale sau alimentare, pot profita de opțiunile de curățare mai sofisticate ale Hartford Technologies.
Inspecție vizuală
După procesul primar de fabricație, fiecare lot de bile de oțel de precizie este supus mai multor verificări ale calității în timpul procesului. Se efectuează o inspecție vizuală pentru a verifica dacă există defecte precum rugina sau murdăria.
Calibrare cu role
Calibrarea cu role este un proces de sortare 100% care separă atât bilele de oțel de precizie sub dimensiuni, cât și cele supradimensionate. Vă rugăm să consultați secțiunea noastră separată.videoclip despre procesul de calibrare cu role.
Controlul calității
Fiecare lot de bile de precizie este inspectat pentru a se asigura că respectă cerințele de calitate privind toleranța diametrului, rotunjimea și rugozitatea suprafeței. În timpul acestui proces, sunt evaluate și alte caracteristici relevante, cum ar fi duritatea, și orice cerințe vizuale.
Categorii de produse
-

Bilă din oțel AISI1010/1015/1085 cu conținut ridicat/scăzut de carbon 0...
-

Cel mai bun preț Silicon Metal Lump/Power 2202 3303 4...
-

Alice de oțel turnat de înaltă calitate cu rezistență ridicată la uzură...
-

Bile de oțel pentru măcinare, turnare, 10 mm până la 130 mm...
-

Alumină roz fundită PA
-

Alumină topită maro refractară de înaltă duritate
